一、型腔設計
塑料齒輪模具的型腔設計一向被視為模具工業的一個技術難題。究其原因主要有兩點:一是塑料收縮率難以精確化:在塑料齒輪模塑法加工過程中,塑料由顆粒狀固體原料經高溫轉變為熔融的塑料液體,再經冷卻后成型固態塑料齒輪產品。這一過程中塑料的收縮率是一個范圍值,難以精確的確定塑料的收縮率數值;二是模具型腔的非線性收縮計算:對于漸開線小模數塑料齒輪模具而言,模具型腔實際上是一個假想的齒輪。這個假想齒輪既不同于變位齒輪又不同于內齒輪。這個假想齒輪在收縮后就變成了我們想要的塑料齒輪。該假想齒輪在其漸開線齒形上的收縮不同于一般塑料件的各向等比例收縮。在齒輪平面上,x與y方向的收縮量不等,即為非線性收縮,如圖6所示。正是這種非線性收縮導致漸開線塑料齒輪模具型腔的設計難度大大增加。
圖 6 塑料齒輪輪齒理論齒廓與模具型腔齒廓對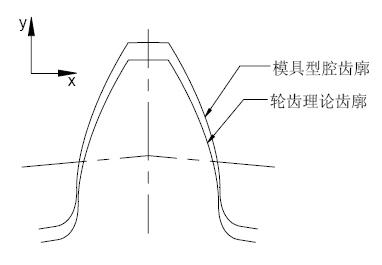
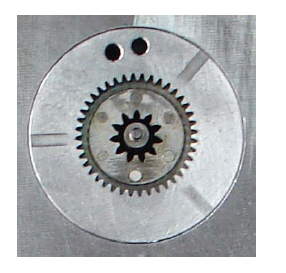
圖 7 齒輪模具型
面對這一技術難題,采用一般塑料件的各向等比例收縮方法設計模具型腔是難以收到良好的效果的。根據我公司多年的實踐檢驗,在精確估算塑料收縮率的基礎上,我們推薦采用變模數法進行齒輪模具型腔的理論設計,然后通過齒形修正來保證模具型腔的精確合理。變模數法認為:齒輪在各加工過程中,基圓直徑、分度圓直徑、齒頂圓直徑和齒根圓直徑都一樣,都是按照一定比例增大或減小的,與簡單的套筒類零件的徑向尺寸變化規律一致。對齒輪分度圓而言,由公式d=mz 可知,它只與模數m和齒數z有關。對于一個具體的齒輪,由于它的齒數是一定的,因此在加工過程中,分度圓直徑的變化可以認為是模數 在變化。這一規律說明:塑料齒輪模具型腔所包容的空間是一個齒數與壓力角不變,模數為 的假想齒輪,它的溝槽為型腔的齒形。對這個假想齒輪的模數可以采用等比例方法的方法進行計算,其公式為:m'=(1+ η%)m。式中,m' 為模具型腔齒形的模數; m為設計齒輪的理論模數;η%為塑料的收縮率。用模數 m' 代入相應的齒輪計算公式得到的齒輪便是模具型腔的假想齒輪。實踐證明,采用變模數法設計的齒輪模具型腔能夠較好的解決漸開線齒形的非線性收縮難題,如圖7所示的模具型腔產品圖。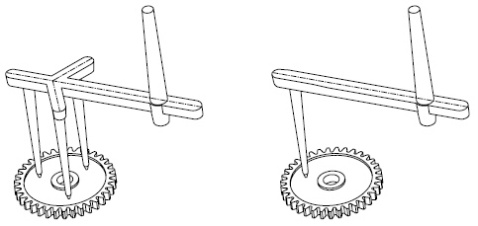
圖 8 三點與一點進膠示意圖
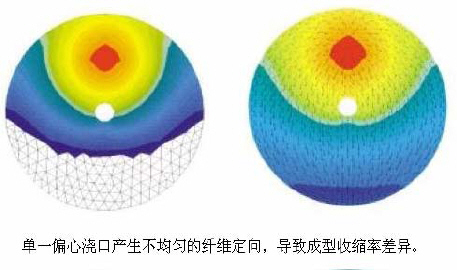
圖 9 一點與三點進膠纖維流向對比示意
3 排氣設計
圖 10 齒面排氣
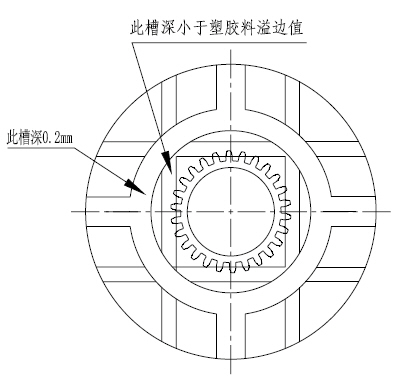
排氣是塑料模具設計必須要考慮的一個問題。對塑料齒輪模具而言,齒面排氣設計是不能忽視的一點。由于齒輪模具大部分平面均為磨床加工,面與面之間貼合較好,進膠時容易在最末填充處出現填充不足現象,需要在齒面開排氣槽以消除困氣,一般齒面排氣槽開設如圖10所示。
4 模具結構
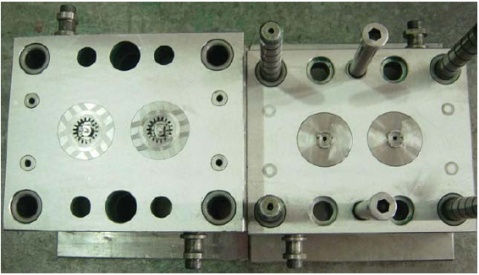
鑒于塑料齒輪注塑多采用點澆口形式,故而其模具結構多采用三板式結構,如圖11所示為齒輪模具的設計圖和圖12所示齒輪模具的實物圖。齒輪模具的工作原理如下:
當注塑動作完成后,動模部分在注塑機帶動下,開始分型:
第Ⅰ次分型:由于彈簧1作用,剝料板與A板開始分型,在水口鉤針作用下,主流道被固定在剝料板上,進膠點拉斷與產品分離;
第Ⅱ次分型:模具開模95mm后,在拉桿組的作用下,剝料板與面板開始分離,將主流道從澆口套脫離出來;
第Ⅲ次分型:模具繼續開模,在拉桿組的作用下,A板與B板開始分型,開模至90mm后,頂針板開始運動,頂出產品,在頂出過程中需通過頂針板導柱加強頂出平衡。在彈簧2的作用下頂針板復位。一整套模具開模頂出動作完成。
圖 11 塑料齒輪模具結構
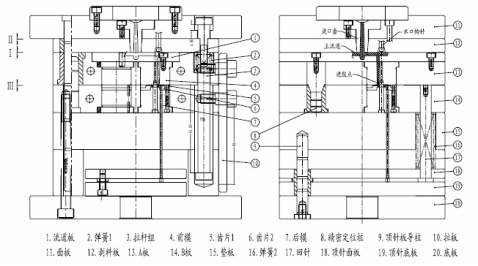
圖 12 塑料齒輪模具
二、塑料齒輪模具制造
在塑料齒輪模塑法加工過程中,齒輪模具是塑料齒輪的成型設備,是保證塑料齒輪精度的關鍵。根塑料齒輪模具可以分為兩大部分:齒輪型腔和模架。其中,齒輪型腔又稱齒圈,是整個齒輪模具加工中要求最嚴格、精度最高的部分,是整個齒輪模具加工的重中之重。齒輪模具的加工流程如圖13所示。
1 齒輪型腔加工
齒輪型腔加工是整個塑料齒輪模具制造的關鍵。由于模塑法加工塑料齒輪是一種“仿形”加工方式,即型腔的齒廓是齒輪齒形的變形模板。因此,對型腔的制作的尺寸誤差和表面粗糙度必須嚴格控制,不得有毛刺、偏心、表面劃傷等不良缺陷。為此,必須制定嚴格的齒輪型腔加工工藝以保證型腔制作的精度。
齒輪型腔的加工方法主要有四種:線切割法、電火花加工法、電沉積法和鈹銅合金鑄造法。這四種方法在加工齒輪型腔時各有優劣。對于漸開線直齒圓柱齒輪通常采用線切割法,而對斜齒輪則一般采用電火花加工。另外,對采用電火花加工齒輪型腔用的電極一般也可以采用線切割方法加工,對于替代蝸輪與蝸桿相嚙合的螺旋角較小( β≤6°)的斜齒輪電極仍可以采用線切割加工。齒圈線切割過程如圖14所示。
2 模架加工
模架又稱模胚,是齒輪模具的輔助成型部分。模架加工流程如圖13中模胚部分加工流程所示。模架加工與常見的塑料件注塑模具加工類似,因此本文不再贅述。齒輪模架加工實物圖如圖12所示。

圖 13 齒輪模具加工流程圖
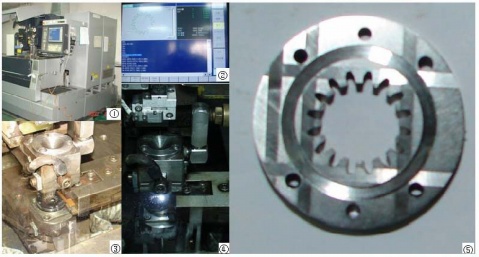
圖 14 齒圈線割過程
注:①慢走絲機 ②齒圈參數設置 ③固定齒圈 ④線割齒圈 ⑤線割后的齒圈
東莞市順捷齒輪有限公司 www.jsweer.com